














DCV-Twin offers custom cylinder head porting to maximize the overall performance of your engine. No matter what the application DC V-Twin has the correct port design for you. Whether you need a multi angle valve job to freshen things up or a complete completion racing port we have your needs covered. Our expert head porter has over 30 years of performance cylinder experience that will go into your heads. His knowledge of how to properly reshape your stock ports will increase the air flow and provide significant horsepower gains. This will help you reach your goal to have the best cylinder heads on your engine.
Going faster is just a phone call away.
Cylinder head porting refers to the process of modifying the intake and exhaust ports of an internal combustion engine to improve the quality and quantity of the air flow. Cylinder heads, as manufactured, are usually suboptimal due to design and manufacturing constraints. Porting the heads provides the finely detailed attention required to bring the engine to the highest level of efficiency. More than any other single factor, the porting process is responsible for the high power output of modern engines.
This process can be applied to a standard racing engine to optimize its power output as well as to a production engine to turn it into a racing engine, to enhance its power output for daily use or to alter its power output characteristics to suit a particular application.
Daily human experience with air gives the impression that air is light and nearly non-existent as we move slowly through it. However, an engine running at high speed experiences a totally different substance. In that context, air can be thought of as thick, sticky, elastic, gooey and heavy. Pumping it is a major problem for engines running at speed so head porting helps to alleviate this.
Port modifications
When a modification is decided upon through careful flow testing with an air flow bench, the original port wall material can be carefully reshaped by hand with die grinders or by numerically controlled milling machines. For major modifications the ports must be welded up or similarly built up to add material where none existed.
 |
|
|
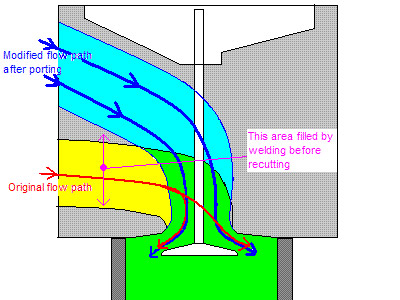
This illustration shows the difference between a poor performing port and an excellent design after porting modification. The difference between the two show the general idea of improving port flow. Higher and straighter is better for peak power. The modification shown is commonly referred to "increasing the downdraft angle", and is limited by mechanical constraints such as engine bay height, the amount of material in the parent casting, or the relocation of valve gear to accommodate the longer valve stem. Modifications this extreme are rarely done. |
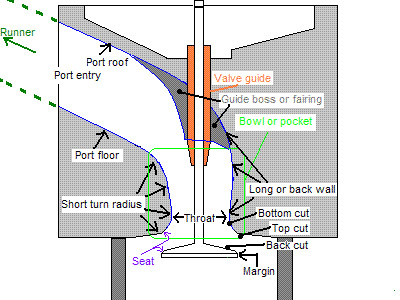
Parts of the port and their terminology. |
Porting and polishing
It is popularly held that enlarging the ports to the maximum possible size and applying a mirror finish is what porting is. However that is not so. Some ports may be enlarged to their maximum possible size (in keeping with the highest level of aerodynamic efficiency) but those engines are highly developed very high speed units where the actual size of the ports has become a restriction. Larger ports flow more fuel/air at higher RPM's but sacrifice torque at lower RPM's due to lower fuel/air velocity. A mirror finish of the port does not provide the increase that intuition suggests. In fact, within intake systems, the surface is usually deliberately textured to a degree of uniform roughness to encourage fuel deposited on the port walls to evaporate quickly. A rough surface on selected areas of the port may also alter flow by energizing the boundary layer, which can alter the flow path noticeably, possibly increasing flow. This is similar to what the dimples on a golf ball do. Flow bench testing shows that the difference between a mirror finished intake port and a rough textured port is typically less than 1%. The difference between a smooth to the touch port and an optically mirrored surface is not measurable by ordinary means. Exhaust ports may be smooth finished because of the dry gas flow and in the interest of minimizing exhaust by-product build-up. A 300 - 400 Grit finish followed by a light buff is generally accepted to be representative of a near optimal finish for exhaust gas ports.
The reason that polished ports are not advantageous from a flow standpoint is that at the interface between the metal wall and the air, the air speed is ZERO. This is due to the wetting action of the air and indeed all fluids. The first layer of molecules adheres to the wall and does not move significantly. The rest of the flow field must shear past, which develops a velocity profile (or gradient) across the duct. For surface roughness to impact flow appreciably, the high spots must be high enough to protrude into the faster moving air toward the center. Only a very rough surface does this.


















(478) 988-4313